Hartlöten Grundlagen
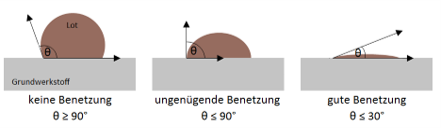
Benetzung
Benetzung ist in der Löttechnik das irreversible Ausbreiten und Haften einer durchgehend dünnen Schicht aus geschmolzenem Lot auf der Bauteil-oberfläche. Das Weich- und Hartlot schmilzt beim Löten und verhält sich deshalb physikalisch wie eine Flüssigkeit. Gewünscht wird eine gute Benetzung der zu verbindenden Metalle (Grundwerkstoffe) mit flüssigem Lot.
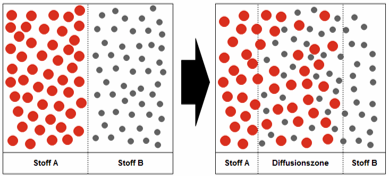
Diffusion
Die beim Löten sich abspielenden metallurgischen Vorgänge zwischen Lot und Grundwerkstoff (die Benetzung) ergeben eine Legierung. Die Diffusion ist dadurch gekennzeichnet, dass während der Legierungsbildung ein Partner in einem festen Zustand bleibt (Grundwerkstoff). Es findet ein Austausch der Atome des Lotes sowie des Grundwerkstoff statt. Dadurch ergibt sich eine Diffusionszone. Ihre Größe hängt von der thermischen Energie beim Lötprozess ab. Aus dieser Diffusion resultiert unter anderem die Festigkeit einer Lötverbindung.
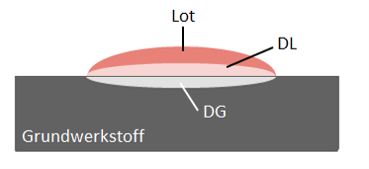
Schematische Darstellung der Diffusion, DL = Diffusionszone im Lot, DG = Diffusionszone im Grundwerkstoff
Kapillareffekt
Durch das Zusammenwirken von Adhäsions- und Kohäsionskräften, die an festen Körpern sowie an Flüssigkeiten vorhanden sind, entsteht ein kapillarer Fülldruck. Kapillarer Fülldruck ist der Druck, der das geschmolzene Lot auch entgegen der Schwerkraft wirkend, in den Lötspalt treibt.
Bringt man ein schlankes Rohr (z. B. Strohhalm) in eine Flüssigkeit (z. B. Wasser), so ist zu beobachten, dass die Flüssigkeitsoberfläche im Rohr höher liegt als die des Wassers, dieser Effekt nimmt mit Verringerung des Rohrdurchmessers zu.
Kapillarität lässt sich wie folgt veranschaulichen:
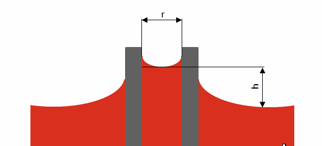
Der kapillare Fülldruck
Der kapillare Fülldruck ist abhängig von der Spaltbreite die unter anderem von dem Lötverfahren bestimmt wird. Die Spaltbreite beeinflusst in Abhängigkeit vom Lot- und Grundwerkstoff die Festigkeit der Lötverbindung.
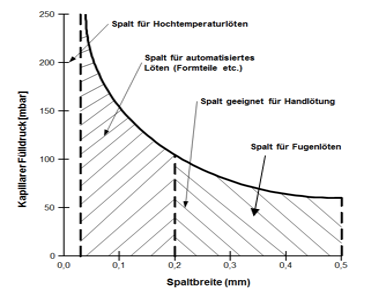
Der Fülldruck in Abhängigkeit von der Spaltbreite und in Bezug auf das Lötverfahren. Ein größerer Lötspalt besitzt einen geringeren kapillaren Fülldruck.
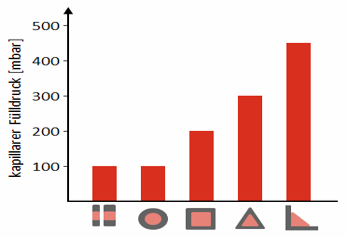
Fülldruck in Abhängigkeit vom Spaltquerschnitt
Die dargestellten verschiedene Spaltquerschnitte zeigen unterschiedliche Fülldrücke. Eine offene Hohlkehle hat einen sechsmal höheren kapillaren Fülldruck als ein paralleler Flächenspalt.
Am Beispiel einer Überlappverbindung können erfahrungsgemäß folgende Lötspaltbreiten (Mittelwerte) in Abhängigkeit vom Lotwerkstoff angegeben werden.

Lötspalt
Der Lötspalt ist ein schmaler, hauptsächlich paralleler Spalt, der bei Löttemperatur zwischen den zu lötenden Bauteilen besteht.
Montagespalt
Der Montagespalt ist ein schmaler, hauptsächlich paralleler Spalt zwischen den zu lötenden Bauteilen, gemessen bei Raumtemperatur
Fugenlöten
Das Fugenlöten ist ein Fügen von Teilen, wobei ein zwischen den Teilen befindlicher breiter Spalt (Fuge) vorwiegend mit Hilfe der Schwerkraft gefüllt wird. Hingegen wird beim allgemeinen Löten der Kapillareffekt genutzt.
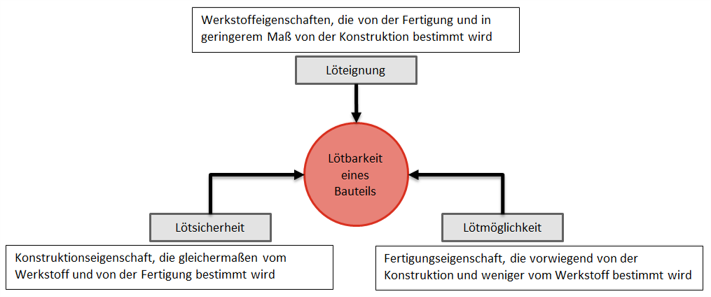
Lötbarkeit
Die Lötbarkeit kann vereinfacht folgendermaßen dargestellt werden
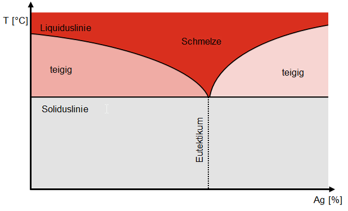
Schmelzbereich
Durch Grenzlinien wie Solidus und Liquidus die Phasenbereiche fest, teigig und flüssig der vorhandenen Lotlegierung getrennt. Der Schmelzbereich S liegt zum Beispiel bei der Legierung AG 104 (L-Ag 45 Sn) zwischen 640 °C und 680 °C. Ist der Schmelzbereich groß, kann durch ein zähfließendes Lot eine gute Spaltüberbrückbarkeit erreicht werden. Ein kleiner Schmelzbereich sowie ein Eutektikum dagegen, ist durch dünnflüssiges und kapillaraktives Lot gekennzeichnet.
Arbeitstemperatur
Wird eine Lottemperatur erreicht, bei der die Lotlegierung zum großen Teil im schmelzflüssigen Zustand vorliegt, so fließt das Lot durch den kapillaren Fülldruck in den Lötspalt und reißt kleine nicht geschmolzene Lotlegierungsbestandteile mit. Diese Temperatur nennt man Arbeitstemperatur eines Lotes. Sie liegt üblicherweise nahe der Liquidustemperatur. Die Arbeitstemperatur der Lotlegierung AG 104 beträgt z.B. 670 °C.
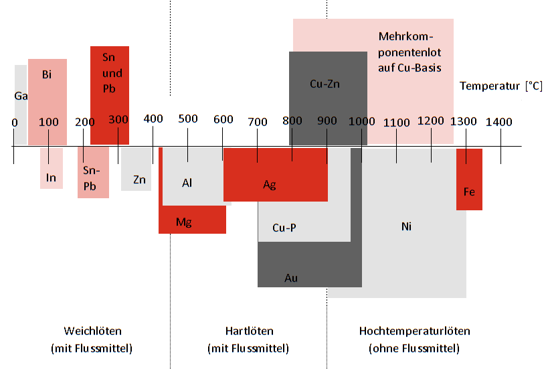
Einteilung der Lote nach der Arbeitstemperatur
Weichlote
- die Liquidustemperatur der Lote ist kleiner/gleich 450 °C
- finden Anwendung für Bauteile mit geringer thermischer Belastung und Festigkeit
- können für Stufenlötungen verwendet werden
Hartlote
- die Liquidustemperatur der Hartlote liegt oberhalb 450 °C
- an erster Stelle der Arbeitstemperatur sind die Aluminiumlote mit ca. 590 °C zu nennen
- ab 620 °C folgen die Silberhartlote und Kupfer/Phosphor-, oder Silber/Kupfer/Phosphor-Lote
- bei 900 °C finden wir Messing- und Neusilberlote (Cu/Zn/Ni-Lote
- über 900°C beginnt das Hochtemperaturlöten, welches gemäß Definition zum Hartlöten zählt
Hochtemperaturlöten
- ist ein flussmittelfreier Lötprozess
- die Liquidustemperatur der verwendeten Lote liegt oberhalb 900 °C
- es wird unter Luftabschluss (Vakuum, Schutzgas) gelötet
- Kupfer- und Nickelbasislote kommen zum Einsatz
- Lote beinhalten keine leichtverdampfenden Elemente wie Cadmium und Zink
Temperaturbereich verschiedener Lotlegierungen graphisch dargestellt: